6 Jointer Pointers


Steps 1, 2 & 3
These simple techniques will ensure that your jointer really earns its keep. You'll not only appreciate this workshop workhorse more, you'll get better results and great production, too.
1. Always joint downhill. When edge-jointing, you have to read the grain for the correct direction to feed the stock to avoid tear-out. As shown in Drawing A, feeding stock with the grain running "downhill" from the outfeed table and away from the knive's rotation produces the best results. If grain runs in several directions, position the board so that most of it runs in that direction. End grain generally should not be jointed because the knives will shatter any unsupported portion of it.
2. A quick adjust for outfeed. A misaligned outfeed table results in less than perfect cuts. Set too high, you get a concave surface. Too low, and the cut will be heavier at the back end of the stock. But it doesn't take much effort to set the outfeed table to match the height of the knives for a perfect cut.
As shown in Drawing B, first lower the outfeed table slightly, next turn on the jointer. Set the infeed table for a light cut, then slowly feed a piece of scrapstock on edge across the knives. Cut into the stock a few inches until about 1" projects over the outfeed table. Now, shut off the machine. Raise the outfeed table until it touches the bottom of the stock's jointed portion, then lock it in place. To check the new setting, finish jointing the edge and make a second pass, pausing 2" into the cut to see if the outfeed table now fully supports the wood.
3. Joint the face first. To get a jointed edge that's square to the face of a board, you should joint the face first. Then, with the newly jointed face against the fence (with the grain running downhill), joint one edge square with it. This gives you one flat surface as a base for further milling and a true edge for ripping.


Steps 4, 5 & 6
4. Edge-join perfectly. To edge join boards without minute gaps in the glue lines caused by a slightly out-of-square fence, try this. Select the good face of each board. Then edge joint one board with its good face away from the fence. Run the next board through with its good face against the fence. The two edges of the joint will mate perfectly, even if the fence was not perfectly square with the jointer table. Glue-up, then repeat for more width.
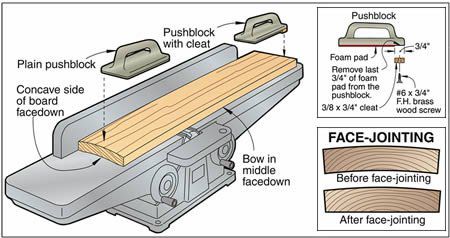
5. Flatten the cup. Take at least half of the cup out of warped boards on your jointer. To do it, first flatten the concave side by face-jointing. Then remove the convex side of the warp by running it through your planer with the new flat side down. As shown in Drawing C, a shop-altered pushblock helps get the job done safely.
6. Rabbets work, too. For precision rabbets, you can choose a tablesaw with a dado set, or a router and rabbeting bit. But do you ever think of rabbeting with your jointer? Of course, your machine has to have a rabbeting ledge on the outfeed side. And you must remove the guard. Do so, and you'll get smooth-surfaced rabbets with minimal set-up time. The width of the rabbet will be limited to the length of the cutterhead and its depth by your machine's maximum cut.
Make an initial cut to the width and depth of the rabbet at the tablesaw. Then set the jointer fence to the rabbet's width, and start plowing away in shallow passes, as shown in Drawing D.


Joint Safely
As with most woodworking power tools, a jointer can bite if you're not careful. To avoid an accident, always keep the following important safety tips in mind.
- Wear safety glasses and adequate ear protection.
- Be sure the knives are sharp.
- Tightly secure the fence and table-adjustment locks before using the machine. And check them occasionally during operation, with the jointer off.
- Never make adjustments when the jointer is running.
- Don't try "freehand" manipulations that do not require use of the fence.
- Avoid heavy cuts that might jam the cutterhead. Take off no more than 1⁄16 " per pass on softwoods and even less on hardwood stock.
- Never joint workpieces less than 3⁄4 " wide or 1⁄4 " thick. Use pushblocks or hold-downs on wood narrower than 3".
- When surfacing stock, keep both hands on top of the workpiece, and use pushblocks.